Gas Assist Spillovers, Overflows
Better described as gas assist resin evacuation
Click HERE to download this information as a pdf document.
Substantial confusion and deliberate obfuscation has existed for approximately 20 years regarding resin evacuation methods with gas assisted injection molding. Resin evacuation in gas assisted molding has also casually been called “spillovers” or “overflows.” The purpose of this document is to explain the various methods, clarify what is proprietary and what is not, explain the advantages and disadvantages of the various processing techniques, and to provide our recommendations for resin evacuation when it becomes necessary.
1) What is resin evacuation? (or spillovers, overflows)
Resin evacuation is an enhancement and additional step to conventional gas assisted molding where, following delivery of resin to the mold cavity, some of the resin is expelled from the cavity with nitrogen gas. (Or water in the case of water assisted injection molding)
2) Why expel resin from the cavity?
There are limited circumstances when resin should to be evacuated from the cavity in gas assisted molding:
A) When a “hesitation line” cannot be eliminated by process adjustment. A hesitation line is a visible surface defect which can occur when the resin flow stalls following the injection of a “short shot” and before the gas injection phase continues the resin flow. This is not a common occurrence with gas injection controllers marketed for the past 10 to 12 years.
B) When the part design requires a flow channel extending to the most distant location in the part cavity. This condition can usually be avoided by design improvement.
C) When a reinforcing material in the base resin (fiberglass, calcium carbonate etc.) would appear on the Class A surface in an otherwise low-pressure gas assist process.
3) Don’t most gas assist molding programs using resin evacuation?
No, this is an occasional misconception. Resin evacuation is not a commonly necessary processing technique, but is an option to be used only when processing capabilities, part design and/or resin selection prevents acceptable results with conventional gas assist injection molding. We have seen numerous gas molding programs with evacuation wells in the mold when it was absolutely unnecessary. We believe most of these unnecessary resin evacuation provisions are implemented so a “technology provider” can steer the molder to a costly, unneeded “license.” In some circumstances, it is just a result of inadequate support from the molders system or technology provider.
4) Isn’t a license necessary from a gas assist technology provider when using resin evacuation/spillovers?
No. There has been long-term misunderstanding, deliberate misinformation, frivolous lawsuits, illegitimate harassment of molders and a serious lack of accurate information regarding this subject. Many molders over the past 10 to 15 years have voluntarily paid for a license regardless of how they were processing, due to a threat of litigation. We’ve even heard lawyers say to their clients “you need to decide whether you want to spend $25,000.00 for a license or pay $250,000.00 in litigation costs. (so much for ethics) Too often we’ve seen molder paying for a “license” they didn’t need just to limit costs and make the threat go away. The confrontations were usually illegitimate, resulting on the ongoing, long-term confusion in the molding industry. As of the writing of this document, there are resin evacuation techniques where a demand for licensing is legitimate, but they involve inferior processing methods. Give us a call - we can explain why.
5) What basic types of resin evacuation are there?
a) The oldest resin evacuation technique is a two-step gas assist process: 1) Short-fill a cavity with an open aperture for resin evacuation, 2) inject gas, which evacuates some of the resin from the open aperture from the cavity. This is a method that works only in the rarest circumstances due to the method’s inconsistent results. It was a patented method, and the patent most commonly used for harassment of molders (even though the technique wasn’t being used). This patent is now expired (in July 2008) in the U.S. We recommend avoiding this method in any circumstances due to its inferior, inconsistent results for resin evacuation. A similar patent in Europe was found, in 2009, to be invalid due to dubious filing of the application. If you paid for a “license” to practice this method, we suggest you demand a refund.
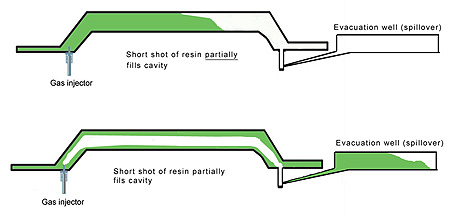
The image above shows a cavity only partially filled with resin – this was an integral part of the “patented” gas assist process dating back to the late 1980's and early 1990's.. Why a short shot? A short shot was necessary to prevent an uncontrollable amount of resin exiting the flow path, or remaining in the part cavity. In the mid or late 1980’s this was state-of-the-art, but has long since been replaced with far superior methods.
b) In April 2004, U.S. patent number 6,716,387 was issued, and assigned, at that time, to Alliance Systems, a company owned by the same principals as Alliance Gas Systems. The methods defined in this patent greatly improved the resin evacuation process with numerous improved resin evacuation techniques. The majority of the techniques involved injecting resin into a mold cavity with no open aperture, and, with various methods for selectively evacuating resin following the injection of gas (or water). The technique also included resin evacuation from the resin runner, hence it was casually termed “Backspill.” There have been several slight enhancements to the methods described in this patent since 2004, but in no cases do the methods include an open aperture during the resin injection phase. The various methods also require injection of gas (or water) before “selective” evacuation, meaning the opening of the discharge point from the part cavity remains closed during the gas, or water, injection phase!
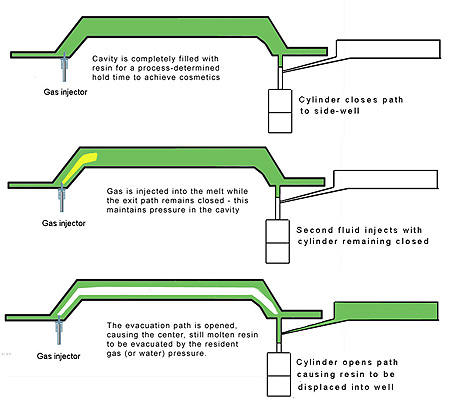
Please note that the method described above, if performed to the patent(s) specific parameters, is a proprietary process. This should be taken into consideration prior to implementing the patents specific methods, as a costly license may be required.
C) The resin evacuation technique which achieves the most consistent results and highest level quality of molded product:
We remind you again that the most common reason for implementation of gas assist resin evacuation is to achieve superior Class A surface cosmetics. The method described below achieves the highest level of consistent results and surface quality, and is open to implementation without a license. This is the superior PREP-3 method by AEGIS:

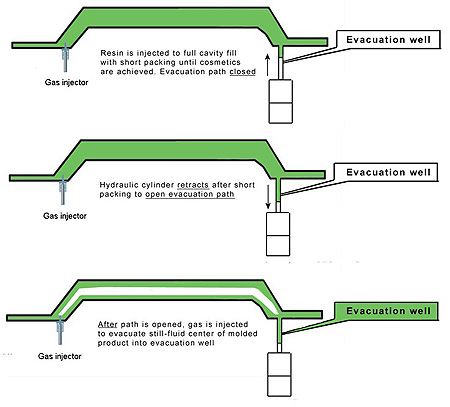
Note that in the above described process, Class A cosmetics are achieved by applied molding machine pressure throughout the cavity prior to the gas injection phase. This hold phase timing is determined during process development – if a thicker remaining wall is desired, the hold time is increased; hold time is decreased if a thinner remaining wall is desired. The gas assist profile can also be adjusted to change the remaining wall thickness as well as the tool temperature to revise the wall thickness of the finished gas molded product.
It is our position that the method described immediately above is superior to all other resin evacuation methods – it affords the widest processing window with consistent results, and is a process available with no costly license requirement.
A note about the evacuation wells themselves: We frequently hear remarks such as “doesn’t the evacuation well need to be gassed also?” or “doesn’t the evacuation well need to be solid?” The proper answer is no to both questions. What is important is 1) the evacuation well is filled adequately to prevent the injected gas from escaping the parting line in the evacuation well, and 2) a consistent amount of resin is displaced, shot-to-shot, each molding cycle. If variable amounts of resin are displaced into the evacuation well, there are variable amounts of resin remaining in the part cavity.
The evacuation path to the evacuation well: There are various designs for the evacuation path to the evacuation well. For the best results, we recommend a sub gate to a post, with a hydraulic (not pneumatic!) cylinder in the extended position keeping the sub gate path to the post closed during resin injection. After the full-cavity packing time, the hydraulic cylinder retracts, extending the length of the post and exposing the sub gate to the extended portion, fake oakleys allowing the resin to flow upon gas injection to the evacuation well.
The recommendations above are generic to provide the basic concepts only. AEGIS should assist with specific details for gas injector placement, evacuation point placement, and the details of the post and evacuation well for your specific application. We’d be pleased to review your application and recommend the most efficient and cost effective method for new, or conversion gas assist molding program.
Please contact us for additional information and let us know how we can help you achieve the most efficient, cost effective gas assist molding process possible.
AEGIS Consultants, Inc.
www.gaspins.com
www.nitrojection.com
757-271-9927
Contact us for more information

|